



A Guide to Wood Substrates: Types, Characteristics, and Considerations
 December 25, 2025
December 25, 2025 “Wood is not wood” and “fiber is not fiber” — concepts that have more meaning today than ever before due to the increased production and use of engineered wood components in soilless growing media. This article highlights the key differences and similarities among wood substrate production technologies, as well as the material properties that result from each method.
Like a blank canvas ready and waiting to be transformed by an artist, wood can be strategically engineered in many ways using various processing techniques to create unique, consistent, and reproducible products for growing media. The final product is a result of intentional manipulation to develop substrate components suitable for a wide range of purposes.
The characterizations, comparative assessments, and any perceived “advantages or disadvantages” of the processing methods or wood products discussed here are estimates based on many inputs, including published scientific reports and data, lab analysis results, grower trials and testimony, substrate and machine manufacturer specifications, product marketing information, communications with hundreds of industry professionals, and my own observations over the past 20 years.
All assessments were made by comparing the wood product types to each other, not to other substrate materials or their function and usability. These assessments are also not absolute, as many variables exist within each production method, as well as within their intended use across different growing systems, management practices, and geographic regions. Below are general descriptions of several processing technologies currently used to produce wood substrate components.
Wood Substrate Production Methods

Figure 1: Manufactured types of wood substrate products: (A) disc-refined, (B) extruded, (C) hammer-milled, and (D) shavings. | Brian Jackson




Disc-refiners (also commonly referred to as defibrators, refiners, thermo-mechanical processors) are a wet-process technology invented almost 100 years ago and used extensively in the pulp, paper, and fiberboard industries. These machines use two hydraulic plates (one rotating rotor and one stationary plate) to defiberize wood chips as they pass between them (Figure 1A).
This technology often includes a preheating (pre-steaming) phase, where wood chips spend time in a pressurized, high-temperature vessel (typically 5–16 bar) to soften and condition the chips before they pass through the plates/discs.
The residency time in a disc-refiner — typically two to three minutes — can be adjusted, and the plate (grinding) gap can also be modified, in some cases, in real time without stopping production to change fiber coarseness. Plate designs and groove configurations can be changed to further refine or manipulate the fiber.
Temperatures inside these systems often reach 280 to 350°F, which helps sterilize the wood fiber. Both pressurized and atmospheric (unpressurized) versions of disc-refiners are in use today. Atmospheric systems operate below 212°F, are generally less expensive, and are considered easier to run and maintain.
Some pressurized, refined wood fiber products in the U.S. are patented, but this does not appear to be the case for atmospheric systems and the fibers produced from them.
Extruder machines, either single-screw or double-screws (with co-rotating and counter-rotating screws), force the feedstock in one direction through the barrel of the machine before it exits through a die. Screw configurations can be customized with different pressure and compression zones, and die plates can be made with a variety of apertures to change the resulting fiber size and structure (Figure 1B).
Retruders operate similarly but differ in the direction of feedstock flow and the way fiber is produced within the screw mechanism. Bioextruders are another variation using a “steam explosion” step to help fiberize wood chips.
Pressafiners create a comparable wood-fiber product but rely on a different internal screw design, compression dynamics, and fiberizing rings.
Across all these systems, pressure and friction generate heat ranging from 212 to 350°F, which helps produce fiber that is clean and close to sterile immediately after processing.
Hammer mills are less commonly used today. However, they have been the subject of substantial research in the U.S. (Figure 1C). Many designs exist, and these machines are widely used to process bark, peat, and other biomass materials.
They are generally the most affordable wood-processing option to purchase, operate, and maintain.
That said, hammer mills come with limitations compared to refiners and extruders. They typically cannot produce “true fiber” (material that is compressible), they struggle to process wet wood chips, and do not expose wood to the high temperatures (steam or friction) needed to remove harmful extractives from fresh wood (resulting in potential phytotoxicity if extractives are not removed).
Hammer mills can produce a range of particle sizes by changing screen sizes, hammer or knife types, and other internal components. The resulting product is structurally and texturally like bark-based substrates, which is why it can often be used at high inclusion rates (up to and even 100%).
Wood shavings (Figure 1D), typically produced by shaving or flaking mills, are commonly used as animal bedding but are occasionally incorporated into growing substrates as well.
Sawdust, a highly variable by-product of lumber milling, is not engineered for substrate use, yet many growers continue to blend it into their mixes.
Other, less widely used wood-refining technologies include atmospheric stream explosion, drum and disc chippers, and knife-ring flakers.
Wood Processing and Product Properties
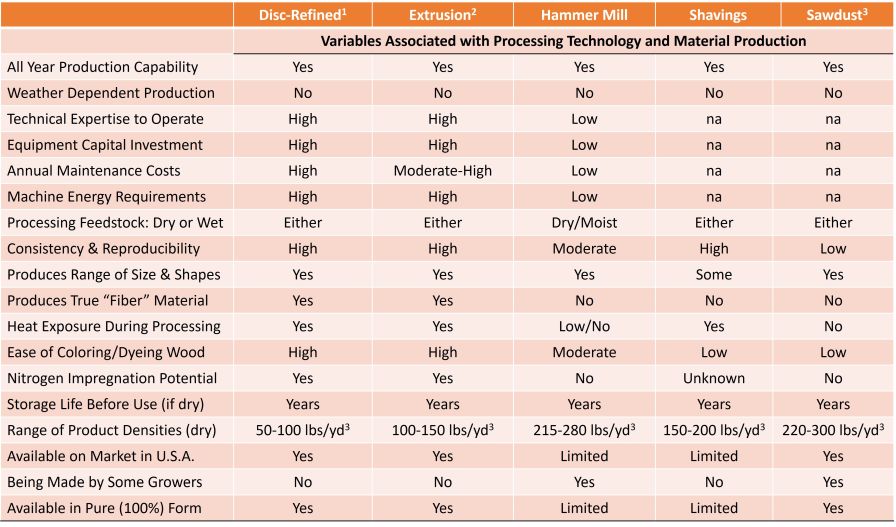
Figure 2: Estimated comparisons (to each other) of wood processing technologies and variables influencing material production.
All engineered wood products share several key advantages:
- They can be produced year-round.
- Production is not weather-dependent.
- They can be manufactured in a wide range of particle sizes.
- When kept dry, they have a long storage life, often years (Figure 2).
Extruded and disc-refined materials offer additional benefits, including:
- Highly consistent fiber production.
- Removal of extractives and other chemistries that can cause problems with fresh wood.
- Compressibility, which improves transport and storage efficiency.
- The ability to be easily dyed.
- Optional nitrogen impregnation during processing.
These advantages come with trade-offs. Extruder and disc-refiner facilities are costly to build and operate (estimated 1.5 to 5 million in capital investment) and require higher ongoing energy use compared to hammer mills.
Another important consideration is mixing behavior. Disc-refined fiber can be difficult to blend with other materials unless specialized equipment is used, and filling containers may require modifications to standard machinery (Figure 3).
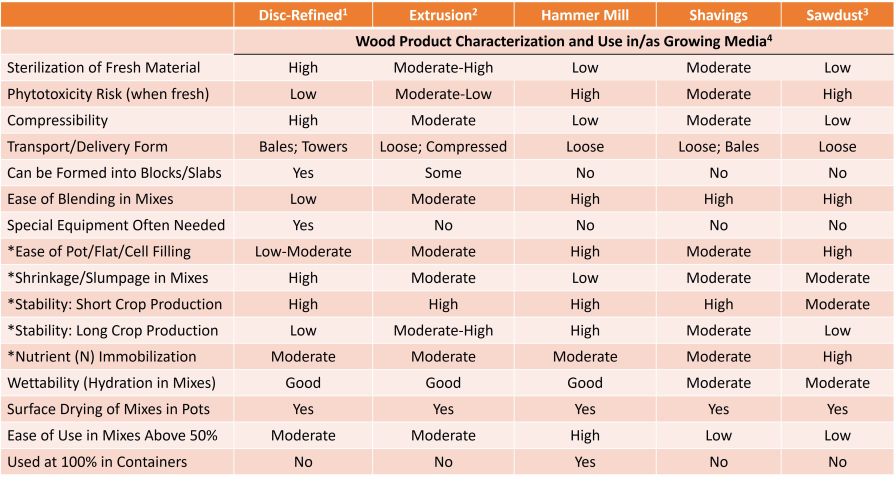
Figure 3: Generalized comparisons (to each other) of wood product types, their properties, handling, and use in mixes.
Finally, growers should keep in mind that physical and chemical properties, such as shrinkage, stability, and nutrient immobilization, are strongly influenced by incorporation rate (how much wood is used, especially relative to peat) and particle size.
As wood inclusion increases, these properties shift, and crop management strategies need to be adjusted accordingly.
These comparisons, along with many additional factors not covered here or not yet well understood, should be viewed as a general guide. Every processing method and wood product behaves differently depending on the equipment used, production goals, and growing environment, so there is no single “best” option for every operation.
Growers considering wood components should consult with their substrate suppliers for detailed, operation-specific recommendations. Likewise, individuals or companies interested in producing their own wood materials can use these broad comparisons as a starting point for discussions with equipment manufacturers to determine which systems may best fit their needs.

Make sure to check out Part 1 in this series covering wood substrates and stay tuned for Parts 3, 4, 5, and 6!
Subscribe to eNewsletter
